为企业创造多维价值压铸模具的价值不仅体现在技术层面,更能从成本、效率、环保等维度为企业赋能,助力产业可持续发展。在成本优化方面,压铸模具的“近净成型”特性可大幅减少原材料浪费与后续加工成本。以家电行业的冰箱压缩机底座为例,采用压铸模具生产后,材料利用率从传统铸造的70%提升至95%以上,同时省去了铣平面、钻安装孔等5道工序,单件生产成本降低40%,年产能100万件的企业可年省成本超千万元。在生产效率提升上,压铸模具的快速换型能力为企业应对多品种生产提供支持。通过标准化的模具接口与快速定位装置,模具更换时间从传统的4-6小时缩短至1-2小时,配合自动化压铸生产线,可实现“多品种、小批量”订单的快速切换。例如,汽车零部件企业可在同一生产线上,通过更换模具依次生产发动机支架、变速箱壳体等不同零件,大幅提升设备利用率。在环保层面,压铸模具适配的压铸工艺属于低能耗、低污染的绿色制造技术。相较于砂型铸造,压铸生产无需使用石英砂等一次性造型材料,减少了固废排放;同时,压铸过程中的金属废料可100%回收重熔,实现资源循环利用。据测算,采用压铸工艺生产金属零件,每吨产品的碳排放较传统工艺降低25%。家电配件量产离不开高效压铸模具支撑。上海高精度压铸模具报价
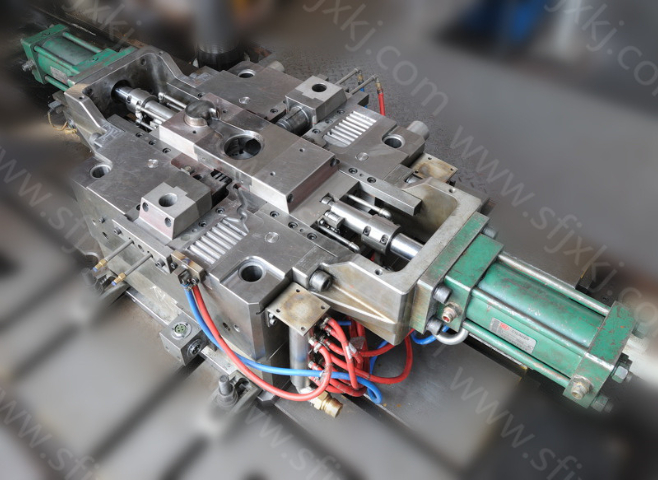
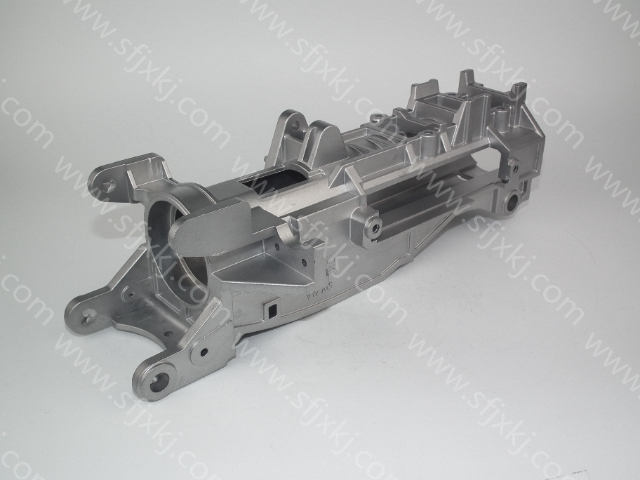
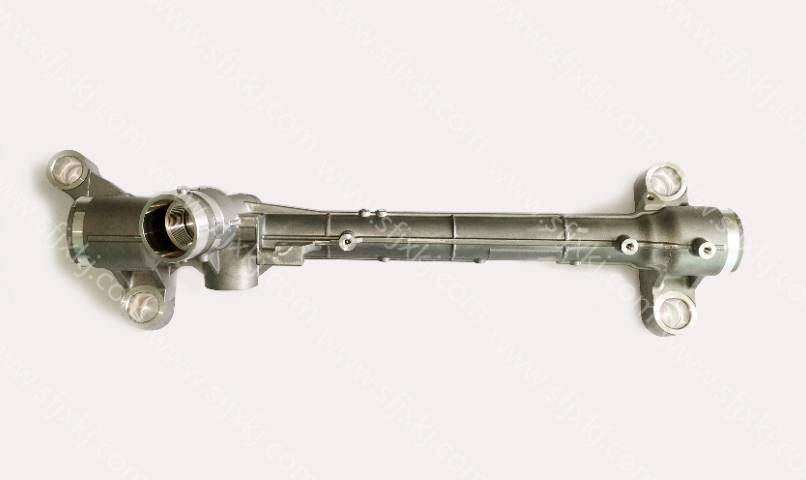
汽车工业的“幕后英雄”当您驾驶汽车时,可能未曾想到,其重要部件背后隐藏着压铸模具这位“幕后英雄”。发动机缸体、变速箱壳体、转向系统支架、底盘结构件乃至日益增多的新能源汽车电池包壳体,这些关键且复杂的铝合金部件,绝大多数都依赖于精密压铸模具的高效生产。压铸工艺以其近净成形、材料利用率高、力学性能优异的特点,完美契合了汽车行业对轻量化、**度和大规模量产的严苛要求。一套品质高的压铸模具,能在极短时间内(通常几秒到几十秒)完成一个复杂零件的成型,确保了汽车生产线的连续高速运转。同时,模具的精度直接决定了零件的尺寸公差和表面质量,进而影响整车的装配精度、NVH(噪声、振动与声振粗糙度)性能和安全性。可以说,没有先进的压铸模具技术,就没有现代高效、可靠的汽车制造体系。它们是驱动汽车工业前行的隐形力量。上海小型压铸模具预算一站式压铸模具服务,从设计到交付全程省心。
压铸模具的表面处理技术压铸模具的表面处理技术对其性能提升明显。从同行网站技术分享及专业论坛讨论可知,常见的表面处理有氮化、镀硬铬等。氮化处理能在模具表面形成一层硬度高、耐磨性好的氮化层,提高模具抗热疲劳与抗粘模性能。在上海神富机械科技有限公司,对于一些压铸铝合金产品的模具,我们常采用气体氮化工艺,使模具表面硬度大幅提高,减少金属液对模具表面的冲刷磨损,延长模具寿命。镀硬铬则可使模具表面更光滑,降低脱模阻力,减少铸件表面拉伤。不同的表面处理技术适用于不同的压铸工况,我们会根据模具实际使用情况,选择合适的表面处理方式,提升模具综合性能。
由于模具与金属液之间的热交换,使模具表面产生周期性温度变化,引起周期性的热膨胀和收缩,产生周期性热应力。如浇注时模具表面因升温受到压应力,而开模顶出铸件后,模具表面因降温受到拉应力。当这种交变应力反复循环时,使模具内部积累的应力越来越大,当应力超过材料的疲劳极限时,模具表面产生裂纹。二、预防模具损伤的措施1.良好的铸件结构设计铸件壁厚尽可能均匀,避免产生热节,以减少模具局部热量集中产生的热疲劳。铸件的转角处应有适当的铸造圆角,以避免模具上有尖角位导致应力产生。2.合理的模具结构设计1)模具中各元件应有足够的刚度、强度,以承受压力而不变形。模具壁厚要足够,才能减少变形。2)浇注系统设计尽量减少对型芯冲击、冲蚀。3)正确选择各元件的公差配合和表面粗糙度。4)保持模具热平衡。3.规范热处理工艺通过热处理可改变材料的金相组织,保证必要的强度、硬度、高温下尺寸稳定性、抗热疲劳性能和材料切削性能。正确的热处理工艺,才会得到合适的模具性能,而钢材的性能是受到淬火温度和时间、冷却速度和回火温度控制。4.压铸生产过程控制1)温度控制:模具的预热温度和工作温度;合金浇注温度,在保证成型良好前提下,用较低的浇注温度。 光伏逆变器壳体靠压铸模具高效量产。
品质稳定的“保证书”在竞争激烈的市场中,产品品质的稳定性是赢得客户信任的基石。压铸模具,正是这份稳定性的“保证书”。一旦模具经过验证并投入生产,其生产的每一个零件都几乎完全相同,尺寸公差可控制在±0.1mm甚至更高精度。这种高度的重复性源于模具型腔的刚性和稳定性。品质高的模具钢材、精密的加工、合理的热处理和严谨的装配,共同确保了模具在数百万次循环中保持其几何精度。稳定的模具性能意味着生产过程受控,产品质量波动小,不良率低。这对于需要大批量供货、对一致性要求极高的行业(如汽车、医疗设备)至关重要。客户拿到的不仅是单个合格品,更是持续稳定的品质高供应。选择经过严格质量体系认证(如IATF16949)的模具供应商,就是为您的产品品质上了双重保险。消费电子中框用精密压铸模具实现薄型化。上海小型压铸模具预算
定制压铸模具方案,精确匹配,降本增效双达标。上海高精度压铸模具报价
在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。上海高精度压铸模具报价
上海神富机械科技有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。